| |
|
|
Ces qualités subissent un traitement de globularisation des
sulfures de manganèse. L'efficacité du bore est assurée par
l'ajout d'éléments qui capturent l'azote libre.
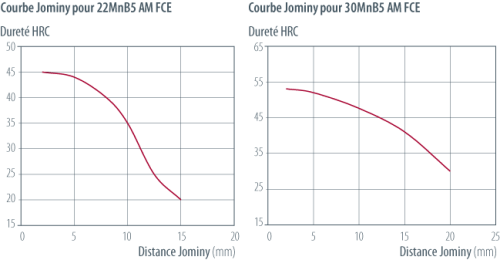
La principale différence entre les 2 qualités
se marque par la teneur en carbone.
Un très faible niveau de carbone augmente les capacités de
déformation en expansion de trou.
|
| |
C (%) |
Mn (%) |
P (%) |
S (%) |
Si (%) |
Al (%) |
Ti (%) |
B (%) |
| 22MnB5 AM FCE |
0,200 - 0,250 |
1,10 - 1,40 |
< 0,025 |
< 0,008 |
0,15 - 0,35 |
> 0,015 |
0,020 - 0,050 |
0,0020 - 0,0050 |
| 30MnB5 AM FCE |
0,270 - 0,330 |
1,15 - 1,45 |
< 0,025 |
< 0,004 |
0,20 - 0,30 |
> 0,015 |
0,020 - 0,050 |
0,0010 - 0,0050 |
| 30MnB5-620 AM FCE |
0,270 - 0,330 |
1,15 - 1,45 |
< 0,025 |
< 0,004 |
0,20 - 0,30 |
> 0,015 |
0,020 - 0,050 |
0,0010 - 0,0050 |
|